 咨询电话:18732806660 咨询电话:18732806660
咨询电话:18732806660 咨询电话:18732806660 
— 油缸厂家 —
 24小时技术咨询 18732806660
24小时技术咨询 18732806660 邮箱:992869178@qq.com
手机:18732806660
电话:18732806660
地址:河北省衡水市景县城西开发区
发布时间:2023-06-17 22:00:49 人气:
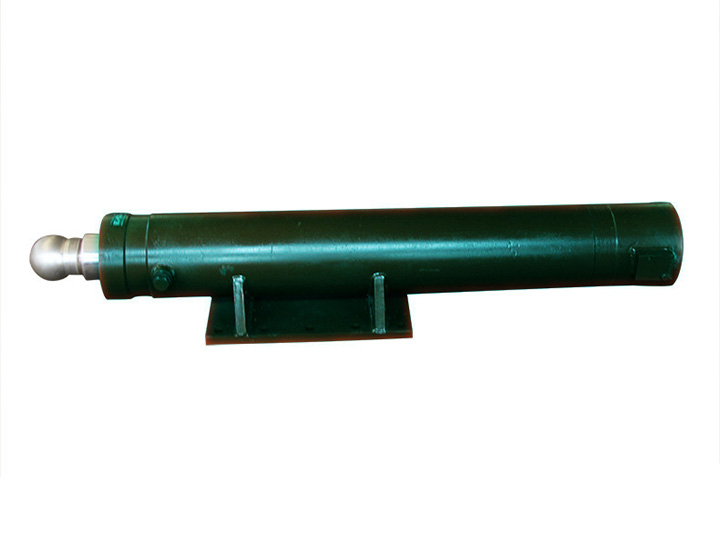
(北京支腿支撑油缸,生产商:恒宇神州油缸厂)
支腿支撑油缸因为其结构简单、工作可靠,有一定的耐温能力,没有传动间隙,扭力大,能快速将液压能转换成机械能,在北京地区需求较大,那么北京支腿支撑油缸是哪个厂商生产的呢?
河北恒宇定制北京支腿支撑油缸,除了支腿支撑油缸还定制平地机油缸、提升机油缸、增力油缸、铰轴油缸、超长油缸、转向助力油缸、篦冷机油缸、加载油缸、液压支腿油缸、推移油缸、推板油缸、液压空心油缸等型号。
恒宇油缸的油缸产品,在黑龙江、天津、上海、北京、重庆、浙江等地均有使用。
支腿支撑油缸介绍:
如果支腿支撑油缸运行动作失灵,可以从这些方面入手排除故障:(1)液压系统控制压力太低。控制管路中节流阻力可能过大,流量阀调节不当,控制压力不合适,压力源受到干扰。此时应检查控制压力源,保证压力调节到系统的规定值;(2)液压系统中进入空气。主要是因为系统中有泄漏发生。此时应检查液压油箱的液位,液压泵吸油侧的密封件和管接头,吸油粗滤器是否太脏。若如此,应补充液压油,处理密封及管接头,清洗或更换粗滤芯。(3)支腿支撑油缸初始动作缓慢。在温度较低的情况下,液压油黏度大,流动性差,导致支腿支撑油缸动作缓慢。改善方法是,更换黏温性能较好
支腿支撑油缸缸体的正确滚压加工工序:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。支腿支撑油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据
支腿支撑油缸磨损严重时,可以尝试用合金刮刀在滑伤表面剃出1mm以上深度的沟槽,然后用丙酮清洗沟槽表面,用缸筒内径仿形板将调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于缸筒内表面,待固化后,进行打磨留出精加工余量,最后通过研磨使缸筒整体尺寸、形状公差和粗糙度达到要求。但这种修复缸的寿命及可靠性都不高。
支腿支撑油缸相关问题:
电动油缸的原理是怎样的?
原理:电动缸将电机的旋转运动通过丝杠和丝杠副的机械运动转换为推杆的直线运动。利用伺服电机的闭环控制特性,可以很方便地实现对推力、速度和位置的精密控制;利用现代运动控制技术、数控技术及总线(网络)技术,实现程序化、总线(网络)化控制。由于其控制、使用的方便性,将实现气缸和液压缸传动所不能实现的精密运动控制。电动缸应用领域:1、坐标机械手:物流传送、自动化生产线。2、造波机。3、并联机构:实验台、仿真台、天线。4、并联机床。5、医疗设备:CT、咖玛
单向油缸液压系统如何设置?
单作用油缸,也就是一个油口的油缸,可以采用二位三通阀控制油缸动作。三个油口分别接P(油泵),A(油缸),T(油箱)。如果油泵要连续运转,可以加一个电磁溢流阀,油缸不动时,溢流阀使油泵卸荷。不喜欢用电磁溢流阀,也可以加一个三位四通阀,中位机能是卸荷的,两个出口:A接油箱,B接油缸。
相关推荐
服务热线
